金属加工の種類を目的別に解説|切削・成形・接合の特徴と使い分け方
jcreate.net
株式会社J・クリエイト-メディア
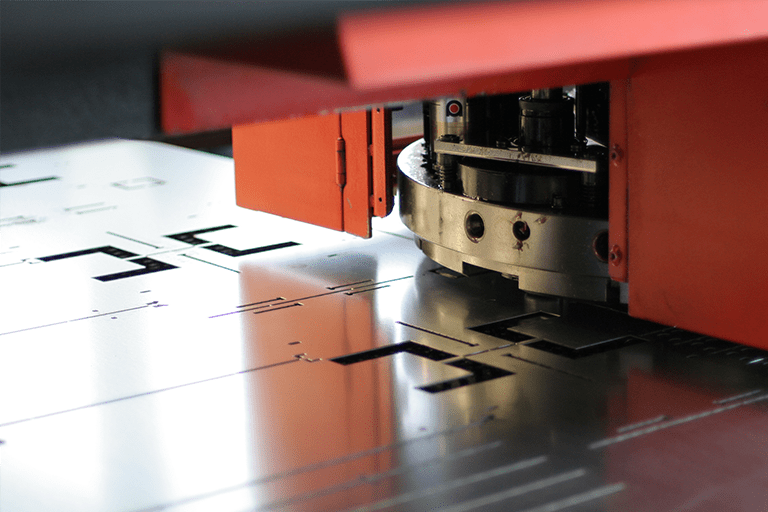
金属プレス加工金属素材に高い圧力を加えて形を成形する代表的な加工方法です。
自動車・家電・電子部品など、私たちの身の回りの製品の多くがプレス加工によって作られています。
大量生産に適し、高い寸法精度を実現できるため、ものづくりの現場で欠かせない技術となります。
この記事では、プレス加工の基本原理から種類、金型や使用材料、そしてコストや外注時のポイントまでをわかりやすく解説します。
初めて金属加工を学ぶ方はもちろん、加工方法の比較や外注検討をしている技術担当者にも役立つ内容です。
金属プレス加工とは、金属板(鋼板やアルミ板など)に高い圧力を加えて、特定の形状に成形する金属加工の方法を指します。
プレス機と呼ばれる機械金型を取り付け、上型と下型の間に素材を挟み、力を加えることで所定の形状を作り出します。
プレス加工は、部品の精度・均一性・量産性に優れており、自動車・電子機器・建築部材など多くの産業で採用されています。
プレス加工は「塑性加工(そせいかこう)」の一種であり、金属が破壊されずに形を変える性質を利用します。
金型の形に沿って金属を変形させることで、打ち抜き、曲げ、絞りなど多様な形状を一度に成形できます。
以下の工程を高速で繰り返すことで、数秒単位で部品を連続生産できるのです。
プレス加工は、身の回りのさまざまな金属製品に利用されています。
| 自動車 | ボディパネル、ブラケット、フレーム部品 |
|---|---|
| 家電製品 | モーター部品、スイッチ部品、カバー類 |
| 電子部品 | シールドケース、コネクタ、端子 |
| 建築・住宅設備 | 金具、プレート、補強部品 |
軽量化・高精度化・低コスト化を実現するために、プレス加工は多様な分野で欠かせない技術となっています。
金属プレス加工には、目的や形状に応じてさまざまな加工方法があります。代表的な種類として以下4つの加工方法があります。
さらに量産ラインでは上記に合わせて「順送加工」「トランスファー加工」が組み合わされます。
ここからはそれぞれの加工法の特徴とその役割・用途について紹介していきます。
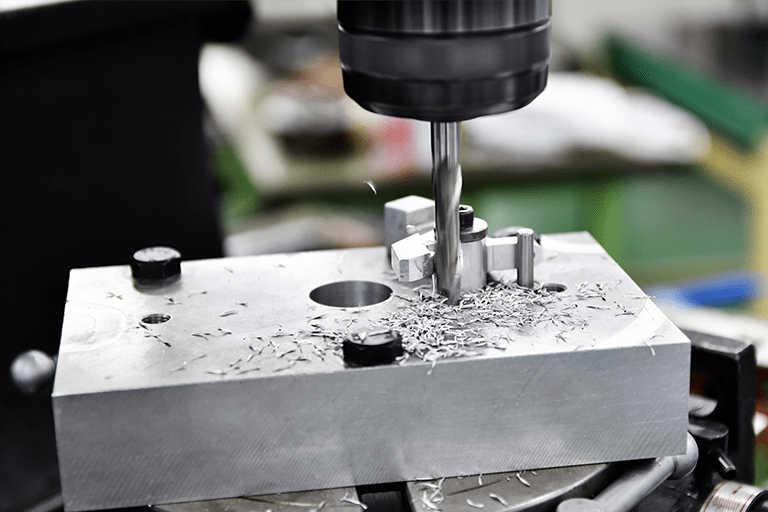
せん断加工とは、金属板を上型と下型の刃で挟み、圧力を加えて切断する方法です。
代表的な工程には以下のようなものがあります。
| 打ち抜き加工 | 板材の外形を金型で打ち抜く工程。ブラケットやプレートの外周形成に使われる。 |
|---|---|
| 穴あけ加工 | 板の内部を抜いて開口部を形成。通気孔・取り付け穴などに多用。 |
| トリミング | 成形後に不要なバリや余肉を除去し、寸法精度を整える工程。 |
せん断加工では「クリアランス」と呼ばれる上型と下型のすき間が非常に重要となります。
この隙間が適切でないと切断面が荒れたり、金属バリが発生したりします。
また、工具摩耗の進行を抑えるために潤滑や金型材質の選定も不可欠だと言えるでしょう。
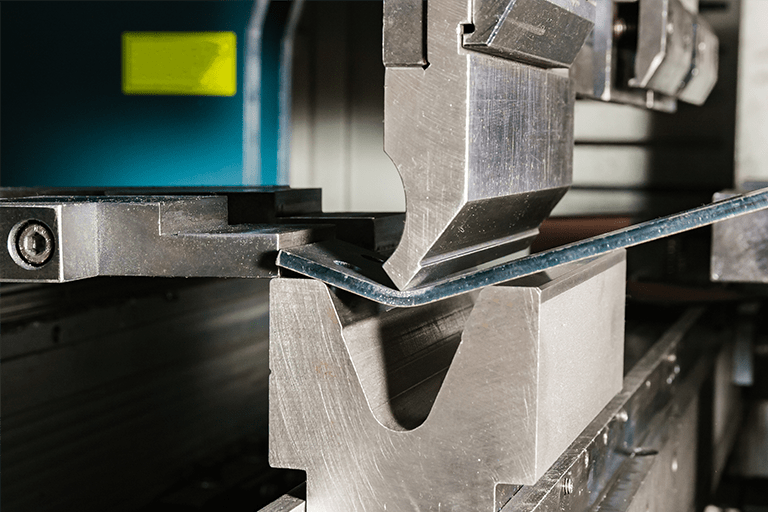
曲げ加工は、金属板を一定の角度に変形させて立体形状を作る工程です。
L字・U字・Z字など、角度や方向の組み合わせにより多彩な形状を実現できます。
曲げ加工の特徴は以下の通りです。
曲げ精度を安定させるには、金型のR形状や押圧速度を制御することがポイントです。
最近ではサーボプレスを活用し、微妙な角度調整を自動補正する技術も広がっています。
絞り加工は、平らな金属板をカップ状や円筒形に成形する工程で、立体形状を一枚の板から作り出すことが特徴です。
金属が破断しないよう、均一な流動を確保しながら少しずつ変形させるため、加工条件の最適化が必要です。
絞り加工では「割れ」「しわ」「肉厚変動」が主要な不良要因となるため、金型設計・材料選定・成形シミュレーションの三要素が重要です。
順送加工・トランスファー加工は、生産性を高めるための自動化プレス方式です。
いずれも複数の工程を連続して行う点が特徴ですが、搬送方式が異なります。
順送加工は精密電子部品や端子などの大量生産に多く使われ、トランスファー加工は自動車ボディ部品や複雑形状部品に活用されます。
いずれも段取り時間を短縮し、歩留まりを高めることで、全体の生産コストを大きく削減できます。
プレス加工の種類を正しく理解することで、製品設計段階でのコスト削減や品質確保の質を向上させることが可能です。
加工対象の形状・素材・生産量に応じて、最適な手法を選定することが成功の鍵です。

プレス加工の精度と生産性を決定づけるのが「金型」と「プレス機」です。
金型は製品の形を直接作り出す“設計図の具現化”であり、プレス機はその金型に力を与える装置です。
ここでは、金型の構造・種類・設備の違いを整理して解説します。
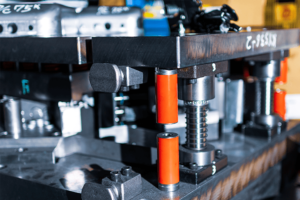
金属プレス金型は、上側の「上型」と下側の「下型」で構成され、間に素材を挟んで圧力を加えます。
金型には、製品の形状・寸法・公差・抜き勾配などが精密に再現されており、加工精度のほとんどは金型の出来で決まると言われています。
| 金型 | 役割 |
|---|---|
| 上型(パンチ側) | 材料を押し込む側。パンチや押さえ板が取り付けられる。 |
| 下型(ダイ側) | 材料を支える側。形状を受けるキャビティ部を持つ。 |
| ストリッパープレート | 加工後に材料を金型から分離する機構。 |
金型は焼入れ鋼や超硬合金など、高硬度で耐摩耗性の高い材料で作られます。
製品の寿命やバリ発生率を左右するため、定期的なメンテナンスと摩耗管理が欠かせません。
プレス金型は、生産方式や工程数に応じていくつかの種類に分類されます。
| 種類 | 説明 | 特徴 |
|---|---|---|
| 単発型 | 1回のプレスで1工程だけ行う最も基本的な金型 | 試作や小ロット生産に最適 |
| 順送型 | 1枚のコイル材を送りながら、複数の工程を連続で実施 | 歩留まりと生産性が高い |
| トランスファー型 | ワークを金型間で搬送しながら順次加工 | 大型部品や立体形状に対応可能 |
順送型は電子部品や端子のような精密量産品に多く、トランスファー型は自動車ボディやハウジングなどに使われます。
いずれも、段取り設計と送り装置の同期精度が重要な技術要素です。
プレス機は、金型に力を加える装置であり、加圧方式の違いによって分類されます。
| 種類 | 説明 | 特徴 |
|---|---|---|
| メカプレス | クランク機構でスライドを駆動 | 高速で量産性が高く、板金加工全般に使用される |
| 油圧プレス | 油圧シリンダでスライドを駆動 | 荷重制御性が高く、絞りや成形加工に最適 |
| サーボプレス | モーター制御 | 速度・位置・荷重を精密にコントロール可能 |
サーボプレスは、成形中の荷重波形をプログラム制御できるため、しわ・割れなどの不良を低減します。
また、省エネ・静音性にも優れており、高精度・高品質を求める分野で急速に普及しています。
金型とプレス機は、まさに一体となって加工品質を支える要素です。
金型の精度は、製品の形状精度の基礎となります。
金型の寸法誤差や表面状態がわずかでもずれると、製品の寸法や外観にそのまま反映されてしまうため、設計段階から高精度な加工とメンテナンスが求められます。
一方で、プレス機の精度は、加工の再現性・金型寿命・そして作業の安全性を左右します。
プレス機のスライドやガイドの精度が低いと、荷重のかかり方が偏り、金型や製品に不要な応力が発生します。
さらに重要なのが、金型とプレス機の「整合性」です。
芯出しやクリアランスの調整が不十分だと、金型の片側に過剰な力がかかり、偏摩耗や破損の原因となります。
これにより、製品精度のばらつきや金型寿命の短縮を招くこともあります。
そのため、量産においては「金型精度」「プレス機精度」「両者の調整精度」の3つが常にバランスしていることが重要です。これらが正しく維持されていることで、安定した製品品質と長期的な生産効率を実現できるのです。

プレス加工では、使用する金属材料の特性が製品品質や生産効率に直結します。
同じ形状を作る場合でも、鋼板・アルミ・銅など素材の種類や強度によって、加工条件や金型設計が大きく異なります。
ここでは代表的な材料と、その品質管理で押さえるべきポイントを整理します。</p>
プレス加工に使われる素材は、主に薄板状の金属です。以下のような材料が代表的です。
| 素材 | 特徴 |
|---|---|
| 冷間圧延鋼板(SPCCなど) | 最も一般的な素材で、強度・加工性・コストのバランスが良い |
| ステンレス鋼板(SUS304など) | 耐食性が高く、食品・医療・装飾部品に多用。 |
| アルミニウム合金板 | 軽量で導電性があり、自動車や電子機器に最適 |
| 銅・黄銅板 | 導電性・熱伝導性に優れ、主に端子・コネクタ類に使用 |
| 高張力鋼板(ハイテン) | 強度を保ちながら板厚を薄くできるため、自動車の軽量化などに貢献 |
これらの材料は、それぞれ「成形しやすさ」「割れにくさ」「反発の強さ」が異なります。
したがって、材料特性に合わせた金型設計とプレス条件設定が不可欠です。
プレス加工における「加工性」は、主に降伏点・引張強さ・伸び率などの機械的特性で決まります。
たとえば、アルミ材は変形しやすい一方で反発が強く、曲げ加工ではスプリングバックが発生しやすい傾向があります。
逆に、高張力鋼板は強度が高く軽量化に有利ですが、割れやすく、絞り加工には高度な潤滑と金型圧力制御が求められます。
このように、素材選定の段階で製品設計・強度・コストのバランスを取ることが、プレス加工の最適化につながります。
プレス加工では、外観・寸法・強度など多方面から品質を評価します。
とくに量産現場では、金型の摩耗や材料ロットのばらつきによる品質変動が発生しやすいため、統計的工程管理(SPC)やAIによる自動検査の導入が進んでいます。
また、初期不良を防ぐための「試打ち・金型調整」工程も、品質確保の重要なステップとなります。
素材と品質管理は、プレス加工の「基礎」と「最終的な結果」をつなぐ要の要素です。
材料特性を正しく理解し、適切な管理サイクルを維持することで、長期的に安定した品質を実現できるのです。
プレス加工は、金属加工の中でも特に「高効率・高精度」を実現できる方法として、製造業のあらゆる分野で採用されています。
一方で、初期投資や設計の自由度には一定の制約もあり、他の金属加工法との使い分けが重要です。
ここでは、プレス加工の主なメリットとデメリットを整理します。
プレス加工の最大の利点は、大量生産における高い生産効率と寸法精度にあります。
金型を用いることで、同一形状を繰り返し正確に成形でき、手作業によるばらつきを抑えることができます。
| メリット | 説明 |
|---|---|
| 高い生産性 | 1サイクル数秒で加工でき、大量生産に向いている |
| 高精度・均一品質 | 金型形状が一定のため、製品間の寸法差が小さい |
| 低コスト化 | 材料歩留まりが良く、自動化による人件費の削減が可能 |
| 軽量・高強度化 | 絞り加工により、強度を保ちながら板厚を減らせる |
| 二次加工の省略 | 穴あけ・曲げ・刻印などを同時に行えるため、工程短縮が可能。 |
プレス加工は、自動車や家電、電子機器など、量産とコスト競争力が求められる分野で広く採用されています。
特に順送加工やサーボプレス技術の導入によって、近年はさらなる高効率・高品質化が進んでいます。
一方で、プレス加工にはいくつかの注意点や制約もあります。
| デメリット | 説明 |
|---|---|
| 初期コストが高い | 金型製作に数十万〜数百万円単位の費用がかかることが多い |
| 設計変更が困難 | 金型形状に依存するため、試作後の修正が難しい |
| 大型部品には不向き | プレス機のストロークや加圧能力に制限がある |
| 材料制約 | 脆い材料や厚板は加工が難しい |
| 騒音・安全管理の必要性 | 加圧時の衝撃や騒音が大きく、安全装置や防音対策の徹底が不可欠 |
このようなデメリットを補うために、金型設計段階でのCAE解析や、プレス条件の自動最適化(AI制御)など最新技術を駆使した改善の取り組みが進んでいます。
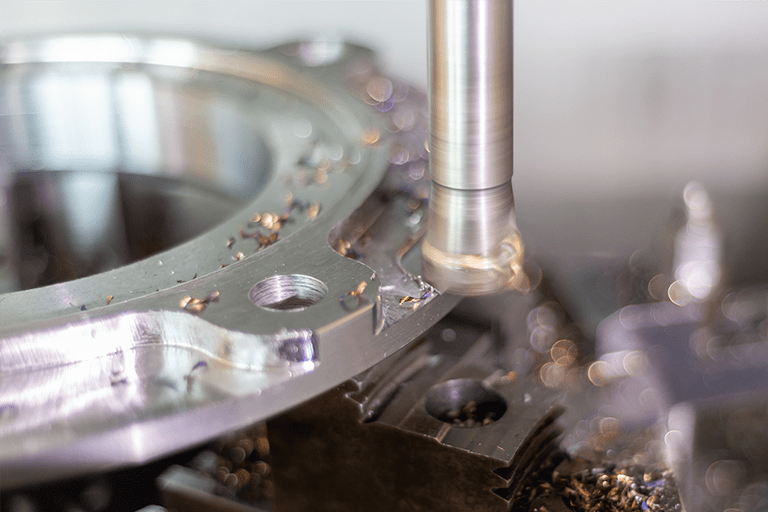
プレス加工は、切削加工や鍛造、鋳造などの加工法と比較しても独自の強みを持ちます。
| 加工法 | 特徴 | 適用範囲 |
|---|---|---|
| プレス加工 | 高精度・高速・量産向き | 薄板部品・外装部品など |
| 切削加工 | 自由形状・小ロット対応 | 試作・精密金属部品など |
| 鍛造 | 高強度・厚肉形状に対応 | ギア・シャフトなど |
| 鋳造 | 複雑形状・大型部品に有効 | ケース・ハウジングなど |
このように、プレス加工は「量産向けの高効率加工」として位置づけられます。
反面、柔軟性や初期投資面では他の加工法に劣るため、用途や生産数量に応じた選定が重要です。
プレス加工の導入を検討する際は、量産効果と初期コストのバランス、設計自由度、品質維持コストの観点から総合的に判断することが求められます。
適切に見極めることで、最もコストパフォーマンスの高い生産方式を実現できるでしょう。
素材の特性を活かして軽量・高精度な部品を大量生産できるといったメリットがあることから、プレス加工は幅広い業界で採用されています。
ここでは、代表的な製品例と主要業界における応用分野を紹介します。
自動車産業は、プレス加工の最大の需要分野です。
車体外板から内部構造部品に至るまで、数千点にもおよぶプレス部品が使用されています。以下はプレス加工が用いられる事例の一部です。
近年では、ハイテン材やアルミ合金による軽量化が進み、サーボプレスによる高精度成形技術が採用されています。
電機・電子業界では、プレス加工によって高精度かつ微細な部品が大量に生産されています。
特に、精密端子やシールドケースなどの微細形状では、金型精度がミクロン単位で求められます。
例えば以下のような電子機器において、金属プレス加工の技術は使われています。
高精度かつ高速な量産が求められる分野であり、検査自動化やAI画像判定など、品質・技能保証のデジタル化が進んでいます。
家電製品や生活用品の内部構造や外装にも、プレス加工部品が多数使われています。
家電や生活用品は、見た目の美しさと機能性を両立させるため、表面仕上げや塗装前処理にも工夫が求められます。
プレス加工は、建築資材やインフラ設備の補強金具にも広く応用されています。
大量生産と安定品質が求められる分野であり、製品寿命や安全基準に基づく精密検査が欠かせません。
このように、プレス加工は業界を問わず“量産性・精度・経済性”の三拍子を満たす技術として定着しています。
製品ごとに異なる素材・形状・公差要求に対応できる柔軟性こそが、プレス加工の最大のメリットです。
金属プレス加工は、金型と圧力を用いて金属を高精度に成形する、生産効率の高い加工技術です。
せん断・曲げ・絞りなど多様な方法があり、材料や形状に応じて最適なプロセスを選ぶことで、品質とコストの両立が可能になります。
また、将来性も高く、自動車・電子機器・家電など、あらゆる製品の量産を支える基盤技術として、今後も自動化やデジタル制御による進化が期待されます。
設計者・生産担当者は、素材・金型・プレス条件の三位一体で最適化を図り、より高品質なものづくりを目指すことが重要です。