【現場で役立つ】金属プレス加工とは?種類・工程・金型など基礎知識を解説
jcreate.net
株式会社J・クリエイト-メディア
金属加工の現場で欠かせない工程のひとつが、切削加工です。
素材を削り出して形を整えるこの技術は、機械部品や精密パーツの製造において欠かせない役割を担っています。
この記事では、切削加工の仕組みや種類、加工精度を高めるポイントをわかりやすく解説します。
現場担当者や設計エンジニアの方が「どんな方法で、どのように仕上げるのか」を理解できるよう、実務に役立つ視点でまとめました。
基礎を押さえることで、外注先への発注や品質管理の判断もより的確になります。
切削加工とは、金属や樹脂などの素材を工具で削り取り、目的の形状や寸法に仕上げる加工方法です。
金属加工の中でも最も基本的で精度の高い工程であり、自動車部品、電子機器、医療機器など、あらゆる産業で利用されています。
金属加工には、主に以下のような方法があります。
この中でも切削加工は、素材の不要な部分を削り取ることで高い寸法精度と美しい仕上がりを得られるのが特徴です。
反面、材料の一部が切りくずとして廃棄されるため、コストや効率の面で工夫が求められます。
たとえば、マシニングセンタやNC旋盤などの自動制御機械を使うことで、同じ形状を何個も高精度で加工できます。
これにより、試作から量産まで幅広い製造工程に対応できるのが切削加工の強みです。
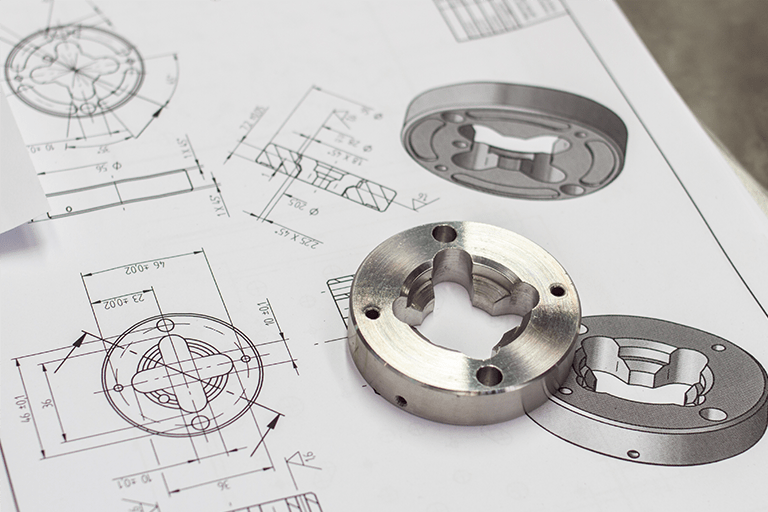
また、切削加工は設計図どおりの寸法を再現できるため、製品の品質を左右する重要な工程でもあります。
素材や工具の選定、加工条件の設定を適切に行うことで、ミクロン単位の精度を実現することも可能です。
つまり、切削加工は「削る」という単純な動作の裏に、設計・機械・素材・人の技術が結集した精密な工程だと言えます。
切削加工の基本は、工具の刃先が素材に当たり、削り取られた部分が「切りくず」として排出されるという単純なしくみです。
しかし、この単純な工程の中に、加工精度や仕上がりを左右する多くの要素が含まれています。
切削では、工具(バイトやエンドミルなど)の先端が被削材に接触し、せん断応力で材料を削り取ります。
削られた部分は熱と圧力の影響で変形し、切りくずとして排出されます。
このとき、切りくずがスムーズに排出されないと、工具の摩耗や仕上がり不良の原因になります。
切りくず処理は加工精度を保つ上で非常に重要な要素のひとつです。
加工条件とは、工具の回転速度(回転数)、進む速度(送り)、削る深さ(切込み量)の3つを指します。
これらのバランスが取れていないと、振動(びびり)や寸法誤差が発生します。
たとえば、速度を上げすぎると熱が発生して工具が早く摩耗し、反対に遅すぎると加工時間が長くなります。
素材と工具に合わせた条件設定を行うことで、効率と精度の両立が可能になります。
切削加工中には、工具と素材の摩擦によって多くの熱が発生します。
この熱が蓄積すると、工具の寿命が短くなったり、被削材が膨張して寸法誤差が出ることがあります。
そこで活用されるのが、切削油やエアブローによる冷却です。
適切な冷却と潤滑は、工具摩耗を抑え加工精度を維持するための基本といえます。
また、定期的に工具を交換・研磨することで、安定した品質を保つことができます。
切削加工にはいくつかの種類があり、対象となる形状や目的によって最適な方法が異なります。
ここでは、現場で特によく使われる代表的な切削方法を比較しながら詳しく見ていきましょう。
| 加工方法 | 得意形状・特徴 | 主な使用機械 |
|---|---|---|
| 旋盤加工 | 円筒・円錐・軸物の加工に適し、高い寸法精度を実現 | 汎用旋盤、CNC旋盤 |
| フライス加工 | 平面・溝・段差などを自由に加工可能 | マシニングセンタ、立形フライス盤 |
| 穴あけ・タップ・ボーリング加工 | 穴あけやねじ切り、内径の仕上げに用いる | ボール盤、タッピングセンタ |
| 複合加工・5軸加工 | 多方向から同時に削り出す高精度加工。複雑形状に対応 | 複合旋盤、5軸マシニングセンタ |
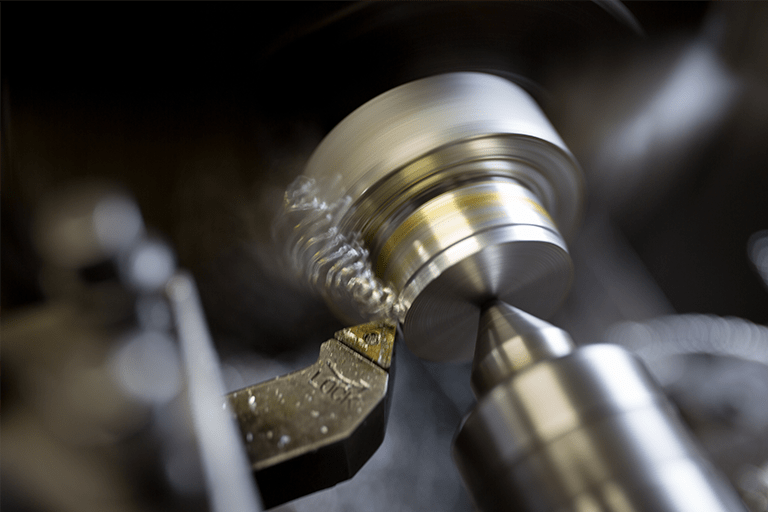
旋盤加工は、ワークを回転させながら固定したバイトで削る、最も基本的な切削方法です。
円形部品を高精度で仕上げたい場合に適しており、部品製造の多くがこの工程を経ています。
作業工程の代表例を以下にまとめました。
これらを組み合わせることで、滑らかで正確な円筒形状を作り出すことができます。
円形部品の精密加工には欠かせない基本技術であり、再現性の高さと安定性が強みです。
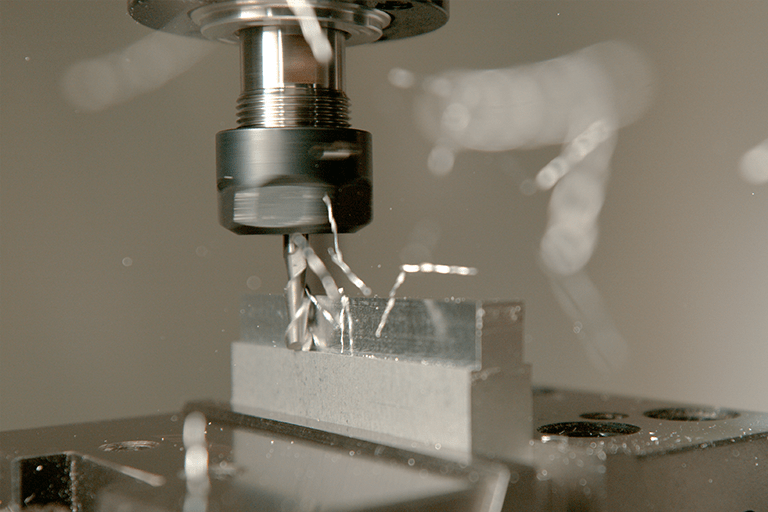
フライス加工は、回転するカッターで固定された素材を削る加工方法です。
平面の整形、溝や角の加工などに多く使われ、形状の自由度が高いのが特徴です。
実際の現場では、次のような加工内容が多く見られます。
マシニングセンタを使えば、穴あけやねじ切りなども一括で行えます。
そのため、段取りを減らして高精度に仕上げられる点が大きなメリットです。
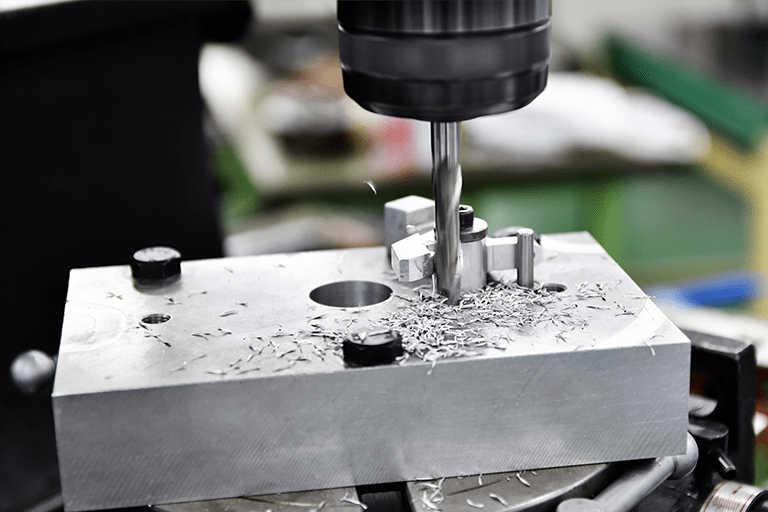
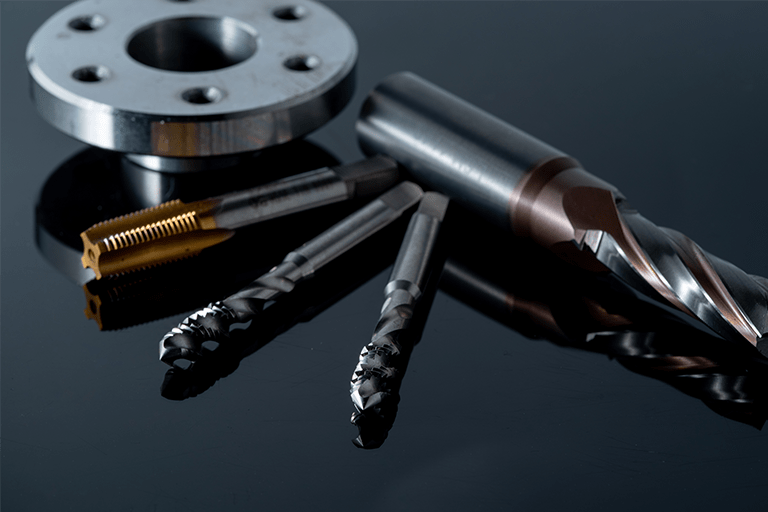
穴あけ加工は、ドリルなどで部品に貫通穴を作る工程です。
単に穴を開けるだけでなく、位置精度や表面の滑らかさも品質に大きく影響します。
工程の種類を以下に整理しました。
素材に応じて切削油や工具を適切に選ぶことで、摩耗や破損を防ぎ、安定した精度を保てます。
穴の品質は最終製品の性能に直結する重要工程であり、慎重な条件設定が求められます。
複合加工は、旋盤とフライス加工の機能を組み合わせ、1台で多方向の加工を行う方法です。
段取り替えを行わずに一連の加工を完結できるため、位置ズレが少なく精度を保ちやすいのが特徴です。
現場では、次のようなメリットが挙げられます。
このため、航空機部品や医療機器など、ミクロン単位の精度が求められる分野で特に効果を発揮します。
コストは高いものの、加工工程の統合によって生産性全体を向上できる点が評価されています。

切削加工では、いくら機械の性能が高くても、条件設定や素材の扱い方が適切でなければ高品質な仕上がりは得られません。
ここでは、加工品質を安定させるために押さえておきたい基本要素を紹介します。
素材によって削りやすさや熱の発生量が大きく異なります。下の表は、主要金属の加工特性をまとめたものです。
| 素材 | 加工のしやすさ | 注意点 |
|---|---|---|
| アルミニウム | 切削性が良く、工具への負担が少ない | 削りくずが付きやすいので刃先管理を徹底 |
| 鉄(一般鋼) | 加工しやすくコストバランスが良い | 熱変形を防ぐため切削油で冷却を行う |
| ステンレス鋼 | 硬く粘りがあり摩耗が起こりやすい | 低速・高トルクで送り速度を安定させる |
| チタン・インコネルなど難削材 | 熱伝導が低く切削抵抗が大きい | 専用工具と強力な冷却が不可欠 |
このように、同じ加工条件でも素材によって結果は大きく変わります。
素材ごとの特性を理解し、工具材質や切削速度を最適化することが品質向上の第一歩です。
切削加工では、寸法のばらつきや表面の粗さが品質の指標になります。
設計図で指定される「公差」や「Ra値(表面粗さ)」を守るためには、加工条件の微調整が欠かせません。
特に、仕上げ工程では回転数を上げ、送りを小さくすることで表面の滑らかさを高められます。
精度管理において重要なポイントを以下にまとめます。
これらを継続的に行うことで、安定した寸法精度を維持できます。
加工現場では「工具・温度・測定」の3要素管理が品質を決める鍵です。
切削油(クーラント)は、加工中に発生する熱を冷却し、摩擦を減らして仕上がりを向上させる役割を持ちます。
用途に合わせた種類を選ぶことが重要です。
| 油の種類 | 主な特徴 | 適した加工 |
|---|---|---|
| 水溶性切削油 | 冷却性に優れ、発熱を抑制できる | 鉄・アルミなど一般加工に最適 |
| 不水溶性切削油 | 潤滑性が高く、仕上げ面をきれいに保てる | 高精度仕上げやタップ加工に適する |
| ミスト・ドライ加工 | 環境負荷が低く、設備の清掃性が良い | 軽切削やアルミ加工など |
選定時には、加工対象の素材・目的・コストをバランスよく考慮します。
適切な切削油の使用は、精度だけでなく工具寿命や作業環境にも直結するため、見落とせないポイントです。
加工が完了した後は、製品が図面通りの精度を満たしているかを確認します。
主に使用される測定機器と特徴を以下の表にまとめました。
| 測定機器 | 用途 | 特徴 |
|---|---|---|
| ノギス | 寸法測定の基本工具 | 扱いやすく、長さ・径・厚みを簡単に測定可能 |
| マイクロメータ | 厚みや外径の高精度測定 | 0.01mm単位の測定が可能で、精密加工品の検査に最適 |
| CMM(三次元測定機) | 形状全体の3次元測定 | 複雑形状や自由曲面を正確にデータ化できる |
| 表面粗さ計 | 表面の滑らかさ測定 | Ra値などの表面性状を数値で管理できる |
これらの測定結果をフィードバックして加工条件を見直すことで、より高い品質を維持できます。
「測って終わり」ではなく、次の改善に活かすことが品質管理の本質です。

切削加工では、常に安定した品質を保つことが求められますが、現場ではさまざまなトラブルが発生します。
加工条件の設定や工具の使い方を少し工夫するだけで、不良を大幅に減らすことが可能です。
ここでは、代表的な不具合とその対策、そして今注目されている最新技術について紹介します。
寸法のズレやバリ、びびりなどは、切削現場で最もよく起こるトラブルです。原因と対処法を下表に整理しました。
| 不良の種類 | 主な原因 | 対策 |
|---|---|---|
| 寸法ズレ | 熱変形・工具摩耗・機械精度の低下 | 切削油で冷却し、工具を定期交換する |
| バリ(削り残り) | 切削方向や刃先の角度が不適切 | 刃物の当て方を調整し、仕上げ工程を追加する |
| びびり(振動) | 回転数・送り速度・剛性不足 | 工具突き出しを短くし、条件を最適化する |
| 工具摩耗 | 切削速度過多・冷却不足・硬質材の長時間加工 | 速度を下げ、潤滑性の高い切削油を使用する |
不良の多くは、加工条件の見直しや工具の管理で防げます。
「異常を早く発見し、原因を数値で把握する」ことがトラブル削減の第一歩です。
近年では、AIやCAD/CAMシステムを活用して、加工条件を自動で最適化する技術が普及しています。
CADデータから直接加工プログラムを生成し、切削経路や速度を最適化することで、加工時間の短縮と精度の両立を実現します。
また、AI解析によって工具の摩耗やびびりを予測し、交換時期を判断する「予知保全」も進んでいます。
これにより、加工品質の安定化と設備稼働率の向上が期待できます。
切削現場では、人手不足やコスト削減の課題を背景に、自動化・省エネ化の取り組みが加速しています。
自動搬送ロボットやツールチェンジャーを組み合わせた生産ラインでは、夜間の無人運転も可能になりつつあります。
さらに、最新の切削油管理システムでは、使用量や汚染度をセンサーで自動監視し、最適なタイミングで交換を行う仕組みも導入されています。
これらの取り組みは、コスト削減だけでなく、環境負荷の低減にもつながる持続可能な技術です。
技術が進化しても、最終的に加工品質を支えるのは人の判断力と経験です。
AIや自動化技術を正しく使いこなすには、加工原理や工具特性の理解が不可欠です。
また、切削油のリサイクルや省エネ機器の導入など、環境負荷を抑えた生産体制の構築も今後の重要テーマとなります。
「人と技術の協働」がこれからのものづくりにおけるキーワードといえるでしょう。
切削加工は、金属加工の中でも特に精度と技術が求められる分野です。
素材の特性を理解し、工具・条件・環境を最適化することで、安定した品質を実現できます。
また、AIや自動化技術の導入によって、加工の効率化と省エネ化も進んでいます。
しかし、どんなに設備が進化しても、最終的な仕上がりを支えるのは現場の判断力と経験です。
基本を押さえながら新しい技術を柔軟に取り入れることで、より高品質で持続可能なものづくりが実現できるでしょう。