【現場で役立つ】金属プレス加工とは?種類・工程・金型など基礎知識を解説
jcreate.net
株式会社J・クリエイト-メディア
金属加工を外注する際、図面の良し悪しは仕上がり品質・コスト・納期を大きく左右します。
「とりあえず形が分かれば良い」「細かいことは現場で調整してもらえるだろう」と考えていると、加工ミスや手戻り、想定外のコスト増につながる可能性があります。
本記事では、金属加工における図面の役割から、基本構成、寸法記入の考え方までを体系的に解説します。
発注者・設計初心者の方でも理解できるよう、図面作成・読み取りのポイントを整理していますので、ぜひ参考にしてください。
金属加工の図面は、設計者の意図を加工者に正確に伝えるための重要な情報媒体です。
図面がなければ、部品の形状・寸法・材質・加工方法といった情報を共有できず、試作品の製作すら困難になります。
加工現場では、図面をもとに加工方法や工程、検査基準が決定されるため、図面の内容はそのまま製品品質に直結します。
金属加工図面には大きく分けて「設計用図面」と「製作用図面」の2種類があり、それぞれ役割が異なります。
また、図面の完成度は加工精度・コスト・納期に直接影響するため、基本的な考え方を理解しておくことが不可欠です。
設計用図面は、製品の構想段階や機能検討を目的として作成される図面です。
部品同士の関係性や動作原理を把握することが主な目的であり、細かな加工条件までは記載されないことが一般的です。
一方、製作用図面は、実際に工作機械で加工を行うための指示書として使用されます。
寸法公差・表面粗さ・材質・基準面など、加工に必要な情報を具体的に記載する必要があります。
| 項目 | 設計用図面 | 製作用図面 |
|---|---|---|
| 使用目的 | 構想・機能検討 | 実加工・検査 |
| 寸法公差 | 概略のみ | 詳細に指定 |
| 加工情報 | 省略されることが多い | 材質・表面粗さ・基準面を明記 |
設計段階では設計用図面で検討を進め、製作段階で製作用図面に落とし込む流れが一般的です。
この2種類の図面を使い分けることで、加工現場との認識違いを防げます。
図面の品質は、製品の仕上がりを大きく左右します。
寸法線や公差の記載が曖昧な場合、加工者の判断に委ねる部分が増え、加工精度が不安定になります。
適切な公差設定がされていない図面では、必要以上に高い精度を要求してしまい、加工コストが不必要に高騰する場合があります。
逆に公差が緩すぎると、組み立て時に不具合が発生し、手戻りにつながります。
また、バリ処理や面取り、熱処理、表面粗さの指定が不足している図面では、検査基準が不明確になります。
図面は単なる形状指示ではなく、品質・コスト・納期を管理するための情報源なのです。

金属加工図面を正しく作成するためには、投影図の基本や図の種類を理解する必要があります。
日本の製図ではJIS規格に基づき第三角法が標準とされています。
断面図や部分拡大図を適切に使い分けることで、複雑な形状も正確に伝えられます。
投影図とは、立体形状を平面上に表現するための図法です。
第三角法では対象物を第三象限に置き、各方向から見た図を規定の位置に配置します。
この配置ルールを守ることで、加工者は立体形状を直感的に把握できます。
切削加工やマシニングセンタでの段取り検討時にも、読み間違いを防げます。
内部構造や複雑な形状を示す場合には断面図が有効です。
断面図は、仮想的に部品を切断することで内部の加工穴や肉厚を明確にします。
必要な箇所に限定して使用することで、図面の可読性を保てます。
図面の縮尺は部品サイズに応じて選択します。
縮尺が異なる図を同一図面内に配置する場合は、各図ごとに縮尺を記載します。
矢視図は、特定方向から見た形状を示す際に使用し、矢印と記号で対応関係を明示します。

寸法の記入は、図面の中でも最も重要な要素の一つです。
寸法記載のルールを守らなければ、加工者は正確に図面を読み取れません。
寸法線は測定範囲を示す線で、輪郭線から離して引きます。
小数点以下の桁数は必要な精度に応じて統一することが重要です。
寸法線は図形の外側に配置し、短い寸法を内側、長い寸法を外側に配置すると読みやすくなります。
寸法補助記号は、形状の特性を簡潔に示すために使用されます。
記号を用いることで、文字による説明を減らし、図面の情報を効率よく伝えられます。
公差は、寸法に対して許容されるばらつきの範囲を示します。
上限寸法と下限寸法で指定する方法や、「50±0.1」のように基準寸法と許容差で表記する方法があります。
公差は部品の機能と加工方法を考慮して設定し、必要以上に厳しくしないことが重要です。
過度に厳しい公差は加工時間の増加や再加工を招き、結果としてコストアップにつながります。
幾何公差を使用する場合は、基準面を明確にし、データム記号で指定します。
加工穴の寸法記入では、穴径だけでなく、深さや貫通の有無を明確にします。
ネジ穴の場合は、呼び径・ピッチ・下穴径の指定が必要です。
複数の穴がある場合、穴同士の間隔のみで寸法を指定すると、加工誤差が累積しやすくなります。
基準となる面や穴を明確にし、そこからの距離で位置寸法を記入することが基本です。
また、位置寸法には適切な位置公差を設定します。
マシニングセンタ加工を想定する場合は、工作機械の精度や検査方法を考慮し、測定可能な公差を指定しましょう。

金属加工には、切削加工や板金加工など複数の加工方法があります。
それぞれに特有の制約や注意点があるため、加工方法を理解したうえで図面を作成することが重要です。
加工方法に適した図面は、手戻りを減らし、効率的な部品製作につながります。
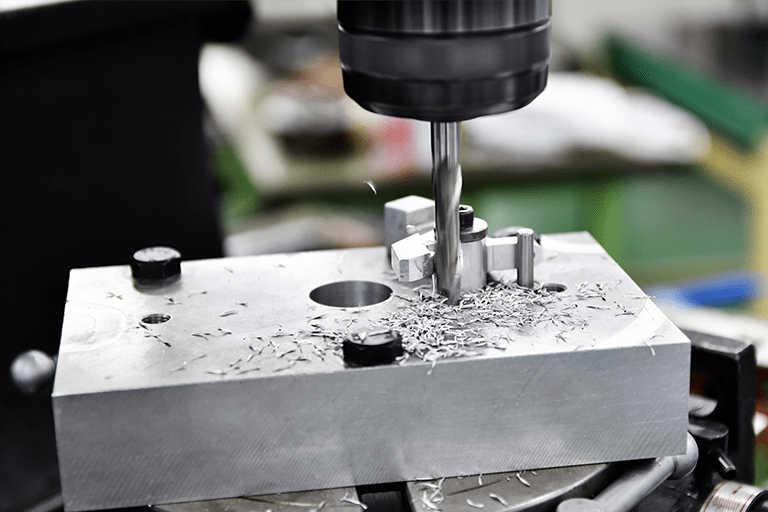
切削加工では、旋盤加工・フライス加工・マシニングセンタなど、使用する工作機械によって加工可能な形状が異なります。
図面作成時には、工具の動きや加工順序を考慮した形状設計が求められます。
工具径を考慮していない形状は、図面通りに加工できない原因となります。
また、表面粗さの指定は加工方法と密接に関係します。
旋盤加工では比較的滑らかな仕上げが可能ですが、フライス加工では工具の送り痕が残りやすくなります。
必要な表面粗さを明記し、仕上げ加工の有無をはっきりさせましょう。
さらに、バリ処理や面取りの指示も重要です。
切削加工では必ずバリが発生するため、「バリ取り」や面取り寸法(例:C0.5)を記載することで、仕上がり品質を安定させられます。
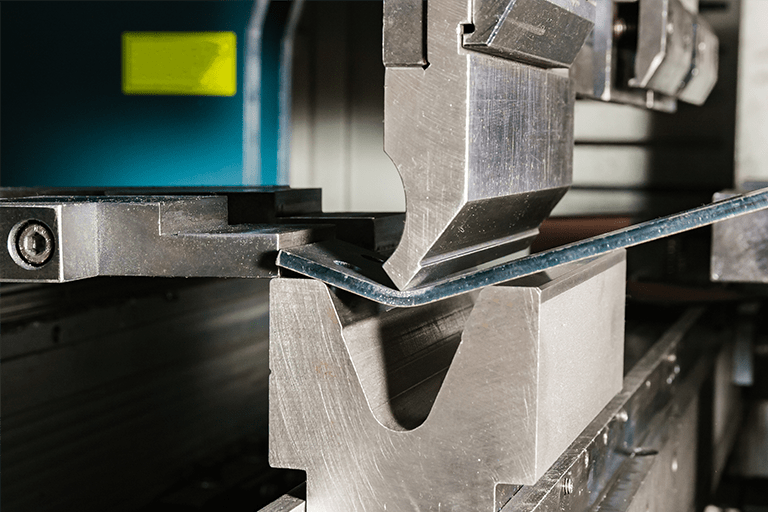
板金加工では、曲げ加工や穴あけ加工を前提とした図面作成が必要です。
材料の板厚や曲げ半径、曲げ方向を明確に示すことが重要になります。
曲げ加工では、内側の曲げ半径は板厚の1倍以上を確保するのが一般的です。
これより小さい半径では、材料が割れたり、形状精度が低下する可能性があります。
また、穴位置が曲げ線に近すぎると、曲げ加工時に変形が生じやすくなります。
曲げ線から穴までの距離は、板厚の2倍以上を確保することが推奨されます。
材質によっても曲げ加工の難易度は異なります。
ステンレスやアルミニウムなど、材質と板厚を図面に明記することで、加工条件の判断が容易になります。
溶接が必要な場合は、溶接記号を使用して溶接箇所と方法を指定します。
日本の製図は、JIS規格に基づいて行われます。
JIS規格を正しく理解し適用することで、誰が見ても同じ解釈ができる図面を作成できます。
特に第三角法や図面記号、表記ルールは最低限押さえておくべき知識です。
JIS規格では、投影法として第三角法が標準とされています(JIS B 0001)。
正面図を基準に、平面図は正面図の上、右側面図は正面図の右に配置します。
この配置ルールを守ることで、図面の読み取りが統一されます。
また、図面には第三角法を使用していることを示す記号を記載します。
国際的には第一角法を使用する国もあるため、投影法を明示することが重要です。
JISでは、図面で使用する各種記号や表記方法が定められています。
表面粗さは三角記号で示し、数値で粗さの基準を記載します。
一般的な切削加工ではRa 3.2μm程度が標準とされます。
より滑らかな仕上げが必要な場合は、Ra 1.6μm以下を指定します。
材料記号も規格化されており、S45Cは炭素鋼、SUS304はステンレス鋼を示します。
材質は材料欄に明記し、必要に応じて熱処理の指示も記載します。
規格に沿った記号を使用することで、図面の情報密度が高まり、説明文を減らせます。
金属加工の図面は、設計者と加工者をつなぐ重要なコミュニケーションツールです。
設計用図面と製作用図面の違いを理解し、目的に応じた図面を作成することが、品質の高い部品製作につながります。
第三角法を基本とした投影図や、断面図・部分拡大図を適切に活用することで、複雑な形状も正確に伝えられます。
寸法記入や公差設定では、加工方法やコストを意識した現実的な指定が重要です。
また、切削加工・板金加工それぞれの特性を理解し、JIS規格に基づいた図面を作成することで、加工精度向上・コスト削減・納期短縮が実現できます。
ぜひ本記事を参考に、自社の金属加工図面を見直してみてください。