金属加工における切削加工とは?仕組み・種類・精度管理などをわかりやすく解説
jcreate.net
株式会社J・クリエイト-メディア
製造業や部品加工の現場では、目的に応じてさまざまな金属加工が行われています。
金属加工には「切削加工」「成形加工」「接合加工」など多くの種類があり、それぞれ加工原理や得られる形状、精度、コストが異なります。
適切な加工方法を選ぶことは、製品の品質向上やコスト削減に直結する重要な判断です。
本記事では、金属加工の種類を目的別に整理し、各加工方法の特徴や使い分け方をわかりやすく解説します。
切削加工や成形加工、接合加工などの代表的な加工法について、工作機械や工具の使い方、適用する素材や用途まで詳しく紹介します。
この記事を読むことで、金属加工の全体像を把握し、製造現場や部品設計において最適な加工方法を選択できるようになります。
金属加工とは、金属材料を目的の形状や性質に加工する技術の総称です。
製造業において、金属加工は部品や製品を作り出すための基本的な工程であり、加工方法の選択は製品の品質やコスト、納期に大きく影響します。
金属加工には多様な種類があり、加工原理や目的によって大きく分類されます。
代表的な分類として、材料を削り取る「除去加工」、力を加えて変形させる「成形加工」、複数の部品を結合する「接合加工」、表面に機能を付与する「表面処理」などがあります。
加工方法を選ぶ際は、求める形状の複雑さ、精度、強度、製造数量、コストなどを総合的に判断する必要があります。
例えば、高精度な部品を少量生産する場合は切削加工が適していますが、大量生産ではプレス加工や鋳造が効率的です。
また、加工する金属素材の性質によっても適した加工方法は異なります。
本記事では、金属加工の種類を目的別に分類し、それぞれの特徴と使い分け方を詳しく解説していきます。
除去加工とは、金属材料を工具で削り取ることで目的の形状を得る加工方法です。
切削加工とも呼ばれ、高い精度と複雑な形状の加工が可能なため、製造現場で広く使用されています。
除去加工には多くの種類があり、それぞれ使用する工作機械や工具、加工できる形状が異なります。
以下では、代表的な除去加工の種類とその特徴を詳しく紹介します。
旋削加工は、材料を回転させて固定した工具を当てることで、円筒形状などを加工する方法です。
旋盤と呼ばれる工作機械を使用し、外径や内径、端面などの加工が可能です。
旋削加工の主な特徴は以下の通りです。
旋盤には汎用旋盤、NC旋盤、CNC旋盤などがあり、プログラム制御によって複雑な形状の加工も実現できます。
シャフトやボルト、軸受けなどの円筒形部品の製造に広く使われています。
フライス加工は、回転する工具(フライス)を材料に当てることで、平面や溝、複雑な立体形状を加工する方法です。
フライス盤と呼ばれる工作機械を使用し、切削工具を回転させながら材料を送ることで加工します。
フライス加工の主な特徴は以下の通りです。
フライス加工には、立形フライス盤や横形フライス盤、マシニングセンタなどがあります。
マシニングセンタは工具を自動交換できるため、1台で多様な加工を連続して行えます。
金型や機械部品、治具など、複雑な形状を持つ部品の加工に適しています。
研削加工は、高速回転する砥石を材料に当てることで、表面を削り取る加工方法です。
切削加工よりもさらに高い精度と表面仕上げが得られるため、仕上げ工程として使用されることが多くあります。
研削加工の主な特徴は以下の通りです。
研削加工には、円筒研削、平面研削、内面研削などの種類があります。
ベアリングの内外輪やゲージ、精密金型など、高精度が要求される部品の仕上げに使われています。
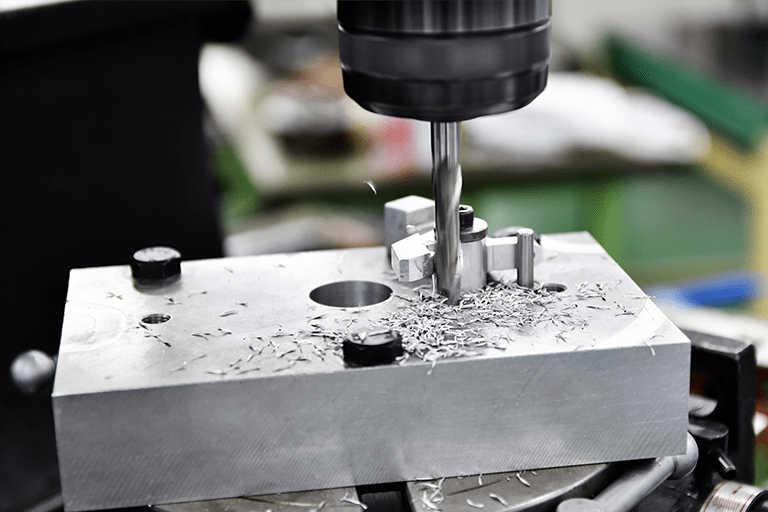
穴あけ加工は、ドリルなどの工具を回転させて材料に穴を開ける加工方法です。
ボール盤やマシニングセンタなどの工作機械で行われます。
穴あけ加工の主な特徴は以下の通りです。
穴あけ加工は、ほぼすべての機械部品に必要な基本的な加工です。
ドリルで下穴を開けた後、リーマで精度を高めたり、タップでねじ穴を加工したりします。
上記以外にも、以下のような切削加工があります。
それぞれ専用の工作機械や工具を使用し、特定の形状や用途に特化した加工を行います。
成形加工とは、金属材料に力を加えて変形させることで、目的の形状を得る加工方法です。
塑性加工とも呼ばれ、材料を削り取るのではなく、変形させることが特徴です。
成形加工は材料の歩留まりが良く、大量生産に適しているため、自動車部品や家電製品など幅広い分野で使用されています。
以下では、代表的な成形加工の種類とその特徴を解説します。
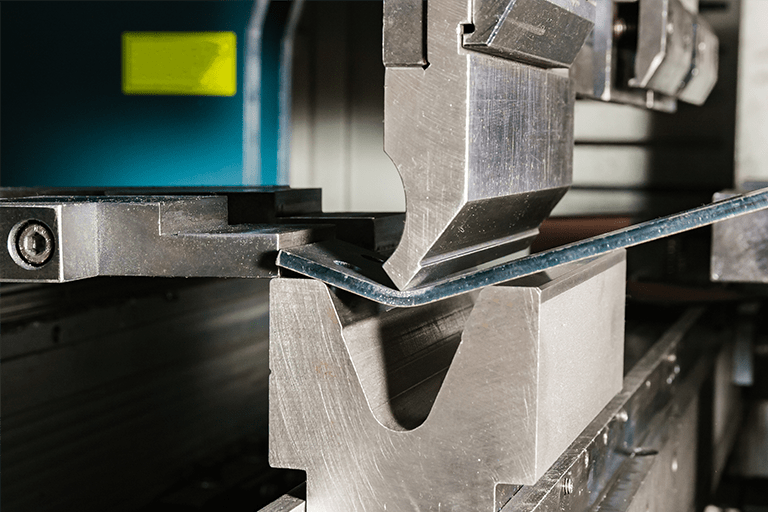
プレス加工は、金型を使って材料に圧力を加えることで、曲げ、せん断、絞りなどの加工を行う方法です。
板金加工の中心的な技術であり、自動車のボディパネルや家電製品の筐体など、幅広い製品に使われています。
プレス加工の主な特徴は以下の通りです。
プレス加工には、せん断加工(ブランキング、パンチング)、曲げ加工(ベンディング)、絞り加工(ディープドローイング)などがあります。
製品によっては複数の工程を組み合わせて加工します。
鍛造加工は、金属材料を加熱または常温で、ハンマーやプレスで強い力を加えて変形させる加工方法です。
材料の内部組織が緻密になるため、強度や耐久性が向上します。
鍛造加工の主な特徴は以下の通りです。
鍛造には、熱間鍛造と冷間鍛造があります。
熱間鍛造は材料を加熱して柔らかくしてから加工するため、大型部品や複雑な形状に適しています。
冷間鍛造は常温で加工するため、寸法精度が高く表面仕上げも良好です。
自動車のクランクシャフトやコネクティングロッド、工具類などに使われています。
鋳造加工は、溶かした金属を型に流し込み、冷やして固めることで製品を作る加工方法です。
複雑な形状や大型の部品を一体で製造できるため、製造工程を簡略化できます。
鋳造加工の主な特徴は以下の通りです。
鋳造には、砂型鋳造、金型鋳造(ダイカスト)、精密鋳造(ロストワックス)などの種類があります。
砂型鋳造は大型部品や少量生産に、ダイカストは大量生産に、精密鋳造は複雑で精密な部品に適しています。
エンジンブロックやポンプケーシング、バルブ本体などに使われています。
転造加工は、回転するダイスやローラーで材料に圧力を加えて、ねじ山や歯車の歯などを成形する加工方法です。
切削加工と異なり、材料を削らずに変形させるため、表面が硬化し強度が向上します。
転造加工の主な特徴は以下の通りです。
ボルトやナットのねじ山加工、歯車の歯加工などに広く使われています。
板金加工は、薄い金属板を曲げ、切断、溶接などして、箱型や筐体などの製品を作る加工方法です。
建築物の外装材や機械のカバー、電気製品の筐体など、幅広い用途があります。
板金加工の主な特徴は以下の通りです。
板金加工には、シャーリング(せん断)、ベンディング(曲げ)、パンチング(穴あけ)などがあります。
レーザー加工機やタレットパンチプレスなど、NC制御の機械を使うことで高精度な加工が可能です。
接合加工とは、複数の金属部品を結合して一体化する加工方法です。
製品の組み立てや、大型構造物の製作に不可欠な技術です。
接合加工には、溶接、ろう付け、接着、機械的接合などの種類があり、それぞれ接合強度や作業性、コストが異なります。
以下では、代表的な接合加工の種類と特徴を解説します。
溶接加工は、熱や圧力によって金属を溶かして接合する方法です。
接合部が一体化するため、高い強度が得られます。
溶接加工の主な特徴は以下の通りです。
溶接には多くの種類があります。
| 溶接方法 | 特徴 | 主な用途 |
|---|---|---|
| アーク溶接 | 電気アークの熱で金属を溶かす | 建築鉄骨、造船、配管 |
| TIG溶接 | 不活性ガス中でタングステン電極を使用 | ステンレス、アルミニウムの精密溶接 |
| MIG/MAG溶接 | ワイヤを連続供給する半自動溶接 | 自動車部品、薄板溶接 |
| スポット溶接 | 点状に電流を流して接合 | 自動車ボディの組立 |
| レーザー溶接 | レーザー光の熱で溶接 | 精密部品、電子機器 |
溶接方法の選択は、材料の種類、板厚、求める強度、作業環境などによって決まります。
ろう付けとはんだ付けは、母材よりも融点の低い合金(ろう材またははんだ)を溶かして、接合する方法です。
母材自体は溶かさないため、熱による影響が少なく、異種金属の接合も可能です。
ろう付け・はんだ付けの主な特徴は以下の通りです。
ろう付けとはんだ付けの違いは、使用する接合材の融点です。
ろう付けは450℃以上のろう材を使用し、比較的強度の高い接合が得られます。
はんだ付けは450℃未満のはんだを使用し、電子部品の接合などに使われます。
機械的接合は、ボルト・ナット、リベット、かしめなどを使って部品を結合する方法です。
溶接と異なり、分解や再組立が可能な場合もあります。
機械的接合の主な特徴は以下の通りです。
ボルト・ナット接合は最も一般的で、機械の組立や構造物の接合に広く使われています。
リベット接合は永久接合であり、航空機の機体や橋梁などに使用されます。
かしめ接合は板金部品の組立などに使われます。
接着接合は、接着剤を使って部品を結合する方法です。
軽量化が求められる航空機や自動車などで、異種材料の接合に使われることが増えています。
接着接合の主な特徴は以下の通りです。
接着剤にはエポキシ系、アクリル系、ウレタン系など多くの種類があり、用途に応じて選択します。
金属と樹脂の接合、薄板の接合、防振・防水が必要な接合などに適しています。
金属加工には、除去加工、成形加工、接合加工以外にも、さまざまな加工技術があります。
これらの加工方法は、製品の性能向上や特定の機能付与を目的として使用されます。
以下では、代表的なその他の金属加工技術を紹介します。
熱処理加工は、金属を加熱・冷却することで、材料の性質を変化させる加工方法です。
硬度、強度、靭性、耐摩耗性などを改善することができます。
熱処理加工の主な種類は以下の通りです。
熱処理は、刃物、歯車、軸受けなど、高い硬度や耐摩耗性が求められる部品に施されます。
加工後の寸法変化や歪みを考慮して、加工工程を計画する必要があります。
表面処理加工は、金属の表面に機能性を付与する加工方法です。
耐食性、耐摩耗性、外観の向上などを目的として行われます。
表面処理加工の主な種類は以下の通りです。
表面処理は、製品の寿命延長や美観向上に大きく貢献します。
用途や環境に応じて適切な表面処理を選択することが重要です。
付加加工は、材料を層状に積み重ねて立体形状を作る加工方法です。
金属3Dプリンターとも呼ばれ、近年注目されている技術です。
付加加工の主な特徴は以下の通りです。
金属3Dプリンターには、粉末床溶融結合法(レーザー焼結)や指向性エネルギー堆積法などがあります。
航空宇宙産業や医療機器など、高度な機能が求められる分野で活用が進んでいます。
レーザー加工は、レーザー光を集光して材料を切断、穴あけ、溶接、マーキングなどを行う加工方法です。
非接触加工のため、材料の変形が少なく高精度な加工が可能です。
レーザー加工の主な特徴は以下の通りです。
レーザー切断は板金加工で広く使われており、NCデータに基づいて自動で複雑な形状を切り出せます。
レーザー溶接は精密部品の接合に、レーザーマーキングは製品への刻印に使用されます。
金属加工の種類を選ぶ際は、製品の要求仕様、製造数量、コスト、納期などを総合的に判断する必要があります。
以下では、金属加工方法を選択する際の主なポイントを解説します。
金属加工を選ぶ際は、まず加工の目的を明確にします。
目的が複数ある場合は、複数の加工方法を組み合わせて製造工程を設計します。
加工する金属素材の性質によっても、適した加工方法は異なります。
材料の性質を理解して、適切な加工条件を設定することが重要です。
金属加工の選択では、コストと納期も重要な要素です。
製造数量が多い場合は金型を使った成形加工が、少量・多品種の場合は切削加工や板金加工が経済的です。
試作段階では3Dプリンティングを活用することで、金型レスで短納期を実現できます。
金属加工には切削加工、成形加工、接合加工など多くの種類があり、それぞれ特徴や適用範囲が異なります。
目的に応じて最適な加工方法を選択することで、高品質な製品を効率的に製造できます。
本記事で紹介した各加工方法の特徴を理解し、自社の製品や部品に最適な加工技術を選定してください。